





汽车制造



M33 第二参考点检查
M34 第三参考点检查

M34的实现与M33类似,通过检查F寄存器0组第8,9,10,11位可以检查预设定的机床第二,三,四,五参考点。另外也可以根据需要写出相似的代码用来检查每个运动轴的参考点。
第二参考点和第三参考点的设定可以在坐标轴参数中22~24号参数来设置。
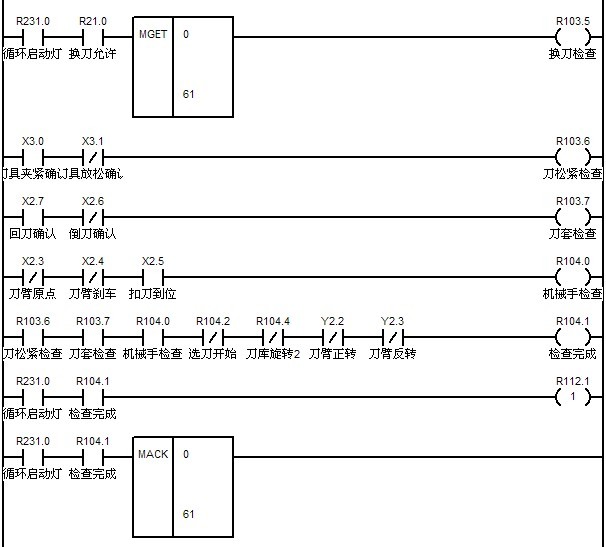
M61 换刀检查
包括刀套检查,刀臂检查,松紧刀检查
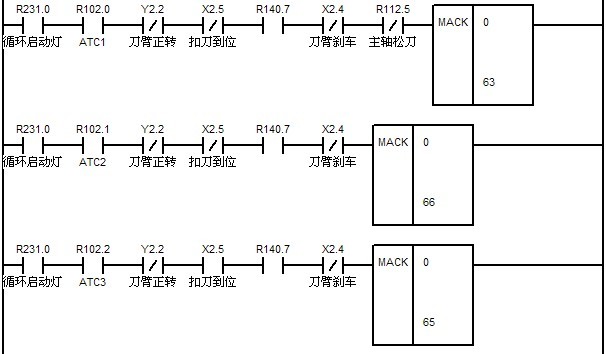
M63 换刀第一步(扣刀)
M66 换刀第二步(交换刀)
M65 换刀第三步(回刀原位)


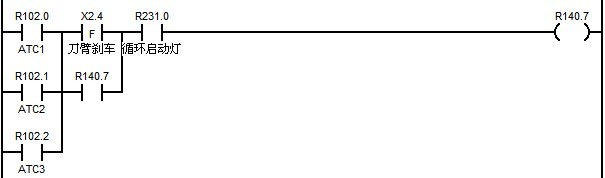
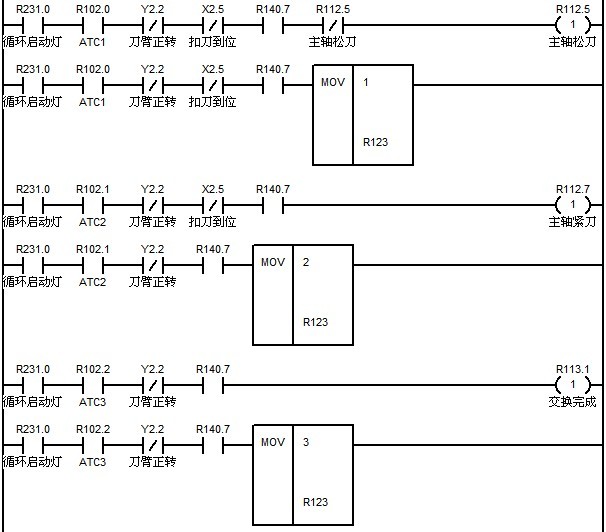
刀臂转动过程中状态
M代码的应答
M68 自动倒刀
M69 自动回刀



5:刀库其他功能
1)手动点动刀库正反转

其中S4子程序为下图



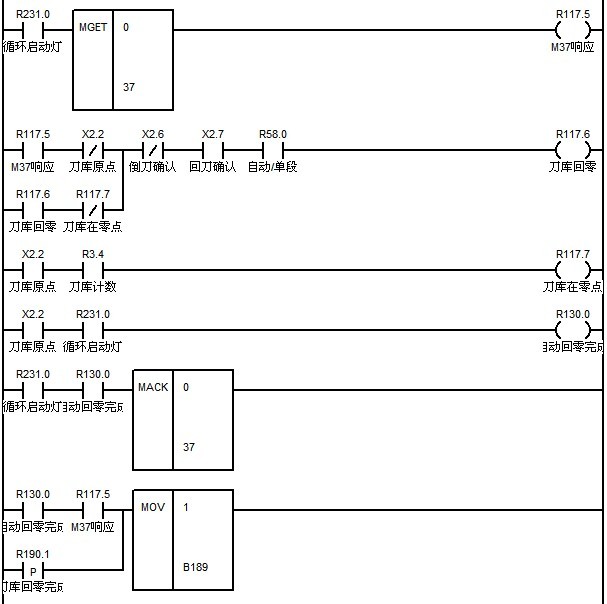
2)刀库回零
M37:刀库正转,直到碰到刀库原点信号停止转动。设置该时刻的刀位号为1号刀位。
6:报警处理
G3010.9 紧刀未到位
G3010.10 松刀未到位
G3010.12 第二参考点未到达
G3010.14 第三参考点未到达
G3011.1 未找到所选刀具号
G3011.2 扣刀未到位
G3011.3 交换刀未到位
G3011.4 刀臂回原位未到位
G3011.5 刀松紧检查
G3011.6 刀套检查
G3011.7 机械手不在原始位
G3011.8 刀套未倒到位
G3011.9 刀套未回到位